5-осевой обрабатывающий центр с люльковым поворотным столом



Пятиосевые обрабатывающие центры люлькового типа имеют цельнолитую Т-образную станину для поддержки поворотно-наклонного стола размером от 650 до 1200 мм. Оси A и B приводятся в движение червячным механизмом с высоким крутящим моментом для низкоскоростной и тяжелонагруженной обработки. Для задач, требующих быстрого перемещения осей A и B, мы можем оснастить их приводами на моментных двигателях. Использование моментных двигателей дает существенный прирост времени отклика, устраняет и предотвращает износ механической передачи, что помогает сохранять точность обработки.
Наличие пяти осей X, Y, Z, A и B позволяет пользователям выполнять полную многоосевую обработку изделий за одну установку. Шпиндель может быть настроен для низкоскоростной обработки с высоким крутящим моментом или использоваться в сочетании с высокоскоростным мотором (8000 или 12000 об/мин) в зависимости от материала и типа заготовки. Столь широкий диапазон делает наш 5-осевой обрабатывающий центр подходящим для обработки аэрокосмических компонентов, автомобильных деталей, морского оборудования, энергетических установок и различных пресс-форм сложной конструкции.
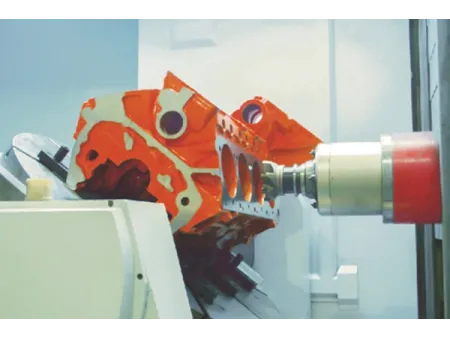
- Отрасль применения: аэрокосмическая промышленность
- Материал: алюминиевый сплав
- Размер: Ø274×109 мм
- Время цикла обработки: 706 минут
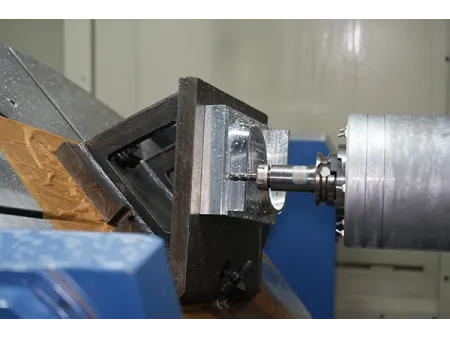
- Отрасль применения: аэрокосмическая промышленность
- Материал: алюминиевый сплав
- Размер: Ø740×510 мм
| Модель | | | | | | |
| Размер рабочего стола, мм | Ø500 | Ø630 | Ø800 | Ø1000 | Ø1200 | |
| Макс. нагрузка на стол, кг | (Наклон от 100° до45°) | 300 | 300 | 700 | 800 | 800 |
| (Наклон от 45° до 10°) | 500 | 500 | 800 | 1000 | 1000 | |
| Ход по оси X, мм | 900 | 1000 | 1300 | 1300 | 1300 | |
| Ход по оси Y, мм | 700 | 800 | 1000/1200 | 1000/1200 | 1200 | |
| Ход по оси Z, мм | 900 | 900 | 1100 | 1100 | 1100 | |
| Диапазон вращения по оси A, ° | От -100 до 10 | От -100 до 10 | От -100 до 10 | От -100 до 10 | От -100 до 10 | |
| Диапазон вращения по оси B, ° | n×360 | n×360 | n×360 | n×360 | n×360 | |
| Частота вращения шпинделя, об/мин | 20–6000 | 20–6000 | 20–5000 | 20–5000 | 20–5000 | |
| Точность позиционирования по осям X/Y/Z, мм | 0.008 | 0.008 | 0.008 | 0.008 | 0.008 | |
| Повторяемость по осям X/Y/Z, мм | 0.004 | 0.004 | 0.004 | 0.004 | 0.004 | |
| Точность позиционирования по оси A, угл. сек. (″) | 15 | 15 | 15 | 15 | 15 | |
| Повторяемость позиционирования по оси A, угл. сек. (″) | 7 | 7 | 7 | 7 | 7 | |
| Точность позиционирования по оси B, угл. сек. (″) | 8 | 8 | 8 | 8 | 8 | |
| Повторяемость позиционирования по оси B, угл. сек. (″) | 4 | 4 | 4 | 4 | 4 | |
5-осевой обрабатывающий центр данной модели использует наклонно-поворотный стол, поддерживающий движение по осям A и B. Ось A использует перекрестный роликовый подшипник с мощным удерживающим механизмом, позволяя обрабатывать тяжелые заготовки и сохранять стабильность во время длительных циклов обработки.
Линейные направляющие данного пятиосевого фрезерного центра поддерживают быстрое перемещение (скорость до 45 м/мин), сохраняя при этом плавность и стабильность позиционирования даже на низких оборотах. Централизованная система смазки минимизирует износ направляющих и помогает сохранять их точность.
Шпиндель данного станка поддерживается высокоточными радиально-упорными подшипниками спереди и сзади, что сохраняет стабильность его вращения даже во время тяжелых операций. Подшипники используют консистентную смазку и не требуют частого планового обслуживания. Сам шпиндель охлаждается внешней циркуляционной системой, которая отводит тепло по мере его образования. Такая система охлаждения позволяет шпинделю работать плавнее и сохранять высокую точность обработки даже во время продолжительных операций.
В чем основное отличие 5-осевого станка с качалкой от конструкции с наклонной головкой при обработке сложных поверхностей?
5-осевой обрабатывающий центр с качалкой перемещает заготовку посредством наклона и вращения поворотного стола, особенно подходя для работы с крупными или тяжелыми компонентами. Точность всех параметров обработки при этом остается постоянной даже во время длительных циклов фрезерования. Единственное, о чем следует помнить, – зона загрузки может быть немного уже, чем у стандартного обрабатывающего центра, поскольку столу необходимо пространство для наклона.
Конструкция же пятиосевого обрабатывающего центра с наклонной головкой перемещает сам шпиндель. Она облегчает доступ к глубоким карманам или узким сечениям и лучше подходит для более мелких или легких деталей. Компромисс заключается в том, что вылет шпинделя больше, поэтому чрезвычайно высокоскоростная обработка может быть немного менее стабильной по сравнению со станком люлькового типа.
Как следует обслуживать поворотные оси пятиосевого обрабатывающего центра люлькового типа?
Подшипники поворотных осей нуждаются в регулярной проверке уровня смазки. Консистентная смазка или масло должны пополняться по мере необходимости. Кроме того, необходимо проверять, чтобы энкодеры и измерительные системы были надежно закреплены и выдавали четкие сигналы, поскольку даже небольшой люфт может повлиять на точность позиционирования поворотных осей. Также полезно время от времени проверять сами поворотные оси, дабы убедиться в отсутствии любых отклонений. Если во время проверки появляются малейшие смещения или нерегулярные движения, необходимо своевременно внести коррективы, чтобы сохранить стабильность обработки.