Горизонтальные обрабатывающие центры



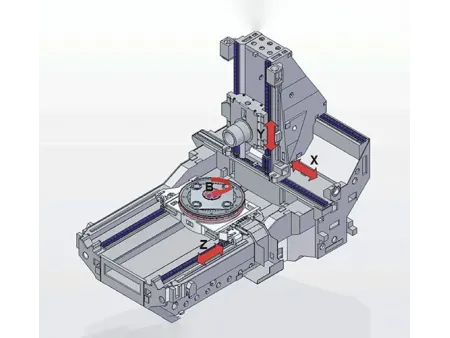

Горизонтальные обрабатывающие центры со столами размером 500–1250 мм используют цельнолитую Т-образную жесткую станину, необходимую для тяжелых операций по обработке. Такая станина равномерно распределяет прикладываемое усилие резки, уменьшая деформации материала заготовки при интенсивной обработке. Контролируя тепловыделение и вибрацию, эта универсальная конструкция помогает обрабатывающему центру сохранять стабильную точность обработки в течение продолжительных операций.
После закрепления заготовка может подвергаться сверлению, растачиванию, развертыванию, нарезанию резьбы, фрезерованию и контурной обработке без дополнительных переустановок. Столь широкое обилие возможностей делает наш горизонтальный обрабатывающий центр подходящим решением для производства компонентов, используемых в судостроении, автомобилестроении, ветроэнергетическом оборудовании, станинах станков и других областях. Компания Push Ninjiang создает свои пятиосевые обрабатывающие центры с применением точных инженерных решений, разумно оптимизируя затраты клиентов и увеличивая срок службы всех основных узлов и компонентов для условий непрерывного производства.
| Модель | | | | | | |
| Стол-спутник | ||||||
| Размер стола (Д×Ш), мм | 500×500 | 500×500 (доп.: 500×630) | 630×630 | 800×800 | 1000×1000 | 1250×1250 |
| Индексация стола, ° | 1°×360 (торцевой диск) | 1°×360 (торцевой диск)/0.001°×360000 (непрерывная) | ||||
| Макс. скорость вращения стола, об/мин | 12 | 8 | 8 | 8 | 5 | 5 |
| Макс. нагрузка на стол, кг | 800 | 800 | 1000 | 2000 | 2500 | 3000 |
| Макс. диаметр обрабатываемой заготовки, мм | Ø850 | Ø750 | Ø950 | Ø1250 | Ø1650 | Ø1900 |
| Количество столов-путников (APC), шт. | / | 2 | 2 | 2 | 2 | 2 |
| Время смены стола-спутника, с | / | 16 | 16 | 20 | 25 | 35 |
| Основные перемещаемые компоненты | ||||||
| Ход по оси X (стойка), мм | 800 | 900 | 1000 | 1300 | 1600 | 1700 |
| Ход по оси Y (шпиндельная бабка), мм | 750 | 700 | 800 | 1000/1200 | 1200 | 1350 |
| Ход по оси Z (стол), мм | 800 | 900 | 900 | 1100 | 1300 | 1360 |
| Расстояние от оси шпинделя до поверхности стола-спутника, мм | 100–850 | 50–750 | 50–850 | 50–1050/1250 | 100–1300 | 100–1450 |
| Расстояние от торца шпинделя до центра стола-спутника, мм | 100–900 | 150–1050 | 150–1050 | 200–1300 | 200–1500 | 240–1600 |
| Шпиндель | ||||||
| Конус шпинделя | №50 | №50 | №50 | №50 | №50 | №50 |
| Частота вращения шпинделя, об/мин | 20–6000 (стандарт) | 20–6000 (стандарт)/20–8000 (доп.) | 20–6000 (стандарт)/20–8000 (доп.) | 20–6000 (стандарт)/20–8000 (доп.) | 20–6000 (стандарт)/20–8000 (доп.) | 20–6000 (стандарт)/20–8000 (доп.) |
| Выбор диапазона скорости | Полностью программируемый диапазон скоростей | |||||
| Привод шпинделя, кВт | 15/18.5 | 18.5/26 | 18.5/26 | 30/37 | 30/37 (доп.: 37/45) | 30/37 |
| Макс. крутящий момент шпинделя, Н·м | 143/236 | 310/525 | 310/525 | - | 307 или 1288 (с редуктором), доп.: 374 или 1496 (с редуктором) | |
| Магазин инструмента | ||||||
| Количество инструментов, шт. | 30 (доп.: 40, 60, 80) | 40 (доп.: 60, 80, 100, 120) | ||||
| Тип интерфейса инструмента | BT50 (доп.: ISO50, SK50) | BT50 (доп.: ISO50, SK50, JT50) | ||||
| Макс. диаметр инструмента, мм | Ø110/Ø220 | Ø125 (с соседним инструментом)/Ø250 (без соседнего инструмента) | ||||
| Макс. длина инструмента, мм | 450 | 450 | 550 | 550 | 600 | 600 |
| Макс. вес инструмента, кг | 25 | 25 | 20 | 25 | 25 | 25 |
| Время смены инструмента (инструмент-инструмент), с | 3.5 | 3.5 | 3.5 | 4.5 | 4.5 | 4.5 |
| Режим выбора инструмента | Случайный, двунаправленный | Фиксированная позиция, двунаправленный | ||||
| Приводная система осей | ||||||
| Скорость подачи осей, м/мин | 0–20 | 0–20 | 0–20 | 0–20 | 0–20 | 0–20 |
| Скорость быстрого перемещения осей, м/мин | 36/30/36 | 45 | 45 | 40 | 40 | 40 |
| Мощность сервопривода осей X/Y/Z, кВт | 3 | 4 | 4 | 6 | 6 | 6(X,Y)/7(Z) |
| Мощность сервопривода оси B, кВт | 1.4 | 3 | 3 | 3/4 | 3/4 | 3/4 (с непрерывной индексацией) |
| Обратная связь по положению по осям X/Y/Z/B | Энкодер | Энкодер (линейная шкала) | ||||
| Минимальное разрешение по осям X/Y/Z, мм | 0.001 (доп.: 0.0001 мм) | |||||
| Минимальное разрешение оси B, ° | 1 | 0.001 (optional: 0.0001 mm) | ||||
| Точность обработки | ||||||
| Точность позиционирования по осям X/Y/Z, мм | 0.01 | 0.008 | 0.008 | 0.008 | 0.008 | 0.008 |
| Повторяемость по осям X/Y/Z, мм | 0.005 | 0.004 | 0.004 | 0.004 | 0.004 | 0.004 |
| Точность индексации оси B, угл. сек. (″) | 8 | 8 | 8 | 8 | 8 | 8 |
| Повторяемость индексации оси B, угл. сек. (″) | 4 | 4 | 4 | 4 | 4 | 4 |
| Геометрическая точность | Класс точности: GB/T 20957.1-2007, стандартный класс: GB/T 18400.1 | |||||
| Данные для установки | ||||||
| Масса станка, т | 12 | 21 | 22 | 24 | 32 | 38 |
| Общая установочная мощность, кВА | 40 | 60 | 60 | 100 | 100 | 110 |
| Электропитание | 380 В/50 Гц/ 3-фазное | |||||
| Требуемое давление сжатого воздуха, МПа | 0.6 | 0.6 | 0.6 | 0.6 | 0.6 | 0.6 |
| Требуемый расход сжатого воздуха, л/мин | 350 | 350 | 380 | 380 | 380 | 380 |
Четырехточечная кинематическая структура позиционирования в сочетании с гидравлическим зажимом позволяет точно фиксировать заготовку в требуемом положении.
Шпиндельная бабка нашего обрабатывающего центра использует гидравлическую противовесную систему для поддержки вертикального перемещения (ось Y). Система облегчает нагрузку, создаваемую весом бабки, позволяя оси Y двигаться более плавно и сохранять точность во время длительной обработки.
Система автоматической смены инструмента имеет две основные конфигурации: в первой используется магазин с механической рукой для хранения и смены инструментов, а во второй механизм с качающейся рукой. Механическая рука использует два захвата для взятия и замены инструментов в случайном порядке и может работать с инструментами весом до 25 кг, не влияя на движение смены. Шпиндель использует интерфейс конуса №50 и работает со стандартными державками, такими как BT50, ISO50, SK50 и JT50. Магазин инструментов работает от цепного привода и стандартно вмещает до 40 различных инструментов (дополнительно доступны магазины для 60, 80, 100 и 120 инструментов).
Сервопривод соединен непосредственно с шарико-винтовой парой через муфту. Муфта минимизирует деформацию или поперечное смещение шарико-винтовой пары обрабатывающего центра даже под тяжелой нагрузкой, позволяя осям сохранять точность позиционирования и улучшая общий результат обработки.
Для удаления стружки из зоны резания используются двухшнековые конвейеры (THM6380, THM6363A, THM6350, TH6350) и цепные конвейеры (THM63100, THM63125). Наклонные крышки направляющих направляют стружку в боковые каналы, где конвейеры перемещают ее из рабочей зоны для более плавного удаления. Разные стили конвейеров выбираются в соответствии с моделью и требованиями к обработке стружки.
Для увеличения срока службы и точности обработки нашего горизонтального обрабатывающего центра мы используем высококачественные линейные направляющие и шарико-винтовые пары от компаний THK и NSK. Оба компонента изначально находятся под нагрузкой для устранения люфта и сохранения высокой грузоподъемности во всех направлениях. Низкофрикционная конструкция позволяет осям быстрее и плавнее перемещаться, даже когда ось Z работает под тяжелой нагрузкой. Каждая линейная направляющая оснащена независимой автоматической системой смазки, а их монтажные поверхности подвергаются ручной пришабровке для более высокой точности установки и стабильного движения во время обработки.
Свяжитесь с нами уже сегодня, и наши специалисты помогут вам оценить ваши потребности в механической обработке и порекомендуют наиболее подходящий станок с ЧПУ и его конфигурацию.
Какие типы деталей подходят для обработки на горизонтальных обрабатывающих центрах?
Горизонтальные обрабатывающие центры способны обрабатывать сложные формы и детали, требующие фиксированной точности при повторяющемся производстве. Они часто используются для производства корпусных компонентов и многосторонних структур, включая блоки цилиндров, элементы авиационных двигателей, секции каркасов самолетов и лопатки турбин.
Как горизонтальный обрабатывающий центр поддерживает стабильное серийное производство?
Горизонтальная компоновка со сменщиком столов-спутников позволяет обрабатывать несколько сторон детали за одну установку. За счет сокращения количества переустановок значительно упрощается поддержание точности обработки, а система спутников и автоматический сменщик инструмента помогают поддерживать непрерывность процесса.
Какие отрасли используют горизонтальные обрабатывающие центры?
Области применения включают автомобильную, аэрокосмическую, судостроительную промышленность, производство строительной техники и пресс-форм. Сочетание различных компонентов и точных систем управления делает наш горизонтальный обрабатывающий центр подходящим для обработки деталей из чугуна, стали и высокопрочных сплавов.