Линия для нанесения покрытий SGMC-AL150
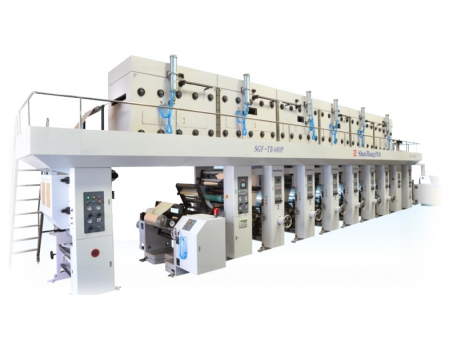
Для покрытия алюминиевой фольги
Линия для нанесения покрытий на алюминиевую фольгу SGMC-AL150 предназначена для обработки алюминиевой фольги. Данная линия для нанесения покрытий может быть изготовлена на заказ на основании требований к обработке. Из обработанной алюминиевой фольги создаются различные виды продукции, включая этикетки, вкладыши под крышки, упаковки для винных бутылок и лекарств.
Параметры
Скорость машины: 150 м / мин
Метод печати и нанесения покрытия: печатный блок блок нанесения защитного слоя OP блок адгезивного покрытия VC
Обрабатываемый материал: мягкая алюминиевая фольга 20-60 мкм, жесткая алюминиевая фольга 15-50 мкм
Диаметр полотна: Ø 600 мм
Диапазон напряжения: 60-400 Н / полная ширина
Точность печати регистра: 0,1 мм
Точность контроля натяжения: 0,1 кг
1. Реверсивная независимая поворотная рулонная установка имеет двухвальное положение с двойной тягой.
2. Контроль положения кромок позволяет автоматически направлять ленту с датчиком натяжения.
1. Анилоксовый валик наносит покрытие на лицевую и тыльную стороны.
2. Валик для нанесения покрытия приводится в действие серводвигателем, работая синхронно с двигателем для ламинирования при помощи системы управления ПЛК.
3. Клей распределяется автоматически.
4. Бак для жидкости линии для нанесения покрытий производится из нержавеющей стали с возможностью регулировки высоты, нагрева двухслойным теплоносителем и регулировки температуры нагрева.
1. Вал каландра с твердой хромированной поверхностью имеет стальной опорный валик.
2. Охлаждающий валок из твердой хромированной стали охлаждает методом циркуляционного водяного охлаждения.
1. Реверсивная независимая поворотная рулонная установка имеет двухвальное положение с двойной тягой.
2. Автоматическая регулировка натяжения конуса осуществляется при помощи преобразователя частоты переменного тока с векторным управлением и системы управления ПЛК.
1. Первоначальный этап сушки занимает 9000 мм с 3-сегментным контролем температуры.
2. Второй этап сушки занимает 15000 мм с 5-сегментным контролем температуры.
3. Максимальная скорость потока горячего воздуха составляет 20 м / с.
4. Сушильные камеры имеют пневматическую систему для открытия и закрытия.
- Выравнивание валков
- Гладкий валок
- Проводка ленты
- Механизм передачи
- Система выравнивания печати
- Контроль натяжения